Jak svařovat polypropylenové trubky, doba a hloubka svařování
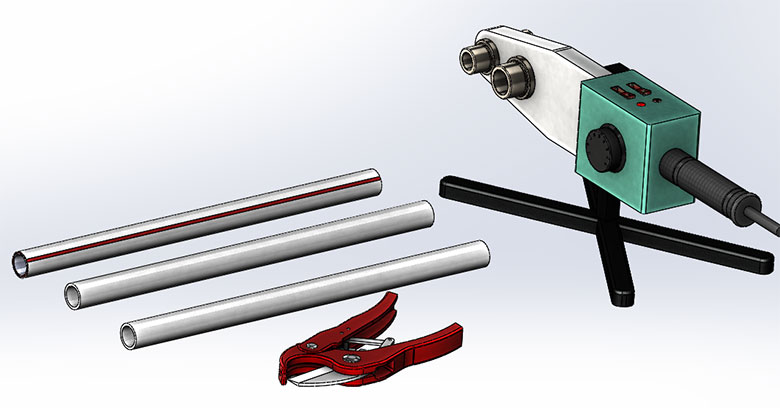
Pro svařování polypropylenových trubek o průměrech, které se obvykle používají v systémech zásobování pitnou vodou, horkou vodou a vytápěním, postačuje standardní sada nástrojů pro polypropylenové trubky: svářečka, topné trysky, držák trubek, stojan, otvor šablona, nůžky, svinovací metr, šrouby pro zajištění zásuvky, imbusový klíč, vodováha a klíče.
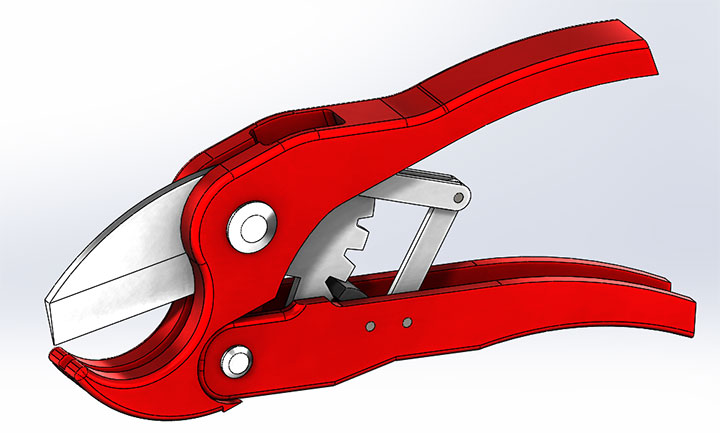
Při svařování drobných výrobků se používá kompaktní přenosný stroj s výkonem až 1500 W, např. „Candan SM – 01“ nebo „Candan SM – 03“, pracující ze síťového napětí 220 V. Nejdůležitější součástí svařovacím strojem jsou trysky páječky, které ohřívají vnitřní a vnější povrch spojovaných dílů. Tryska se skládá ze dvou částí. Potrubí je spojeno s částí s otvorem. Další část trysky se vkládá do tvarovky. Trysky jsou instalovány a přišroubovány před zahájením procesu ohřevu. Povrchy trysek jsou potaženy teflonem, který pomáhá udržovat trysky čisté, zabraňuje ulpívání roztaveného plastu na svařovacím stroji a podporuje správný proces svařování dvou homogenních materiálů. Proto musí být teflonový povlak vždy čistý a bez poškození. Pro prodloužení životnosti nástavců by měly být chráněny před kovovými nástroji, nárazy, nečistotami a olejem. Při práci mimo dílnu by měl být svařovací stroj pro polypropylenové trubky instalován na speciálním stojanu. Řezání trubek do průměru 63 mm se provádí pomocí nůžek (řezačka trubek). Pro trubky většího průměru použijte speciální nůžky nebo pilku na kov.
Pořadí operací při svařování polypropylenových trubek:
– Zkraťte trubku na požadovanou délku, trubky by měly být řezány kolmo ke středu trubky. Hloubka svařování by měla být měřena od konce trubky a označena. U trubek s hliníkovou vrstvou je nutné odstranit vnější vrstvu polypropylenu a odstranit hliníkovou fólii speciálním nástrojem (holicí strojek).
– Spojovací plochy polypropylenových trubek a tvarovek by měly být očištěny. Svařovací stroj by se měl zahřát na 260 °C. Svařování polypropylenových trubek se provádí až po zhasnutí kontrolky. Osoba provádějící svařování musí zkontrolovat vnější povrch trubky a vnitřní povrch tvarovky, které byly zahřáté svářečkou, aby bylo zajištěno, že jsou zahřáté na požadovanou teplotu (plast musí být dostatečně měkký). Trubky a tvarovky musí být ohřívány současně. Ihned po zahřátí je nutné trubku vložit do tvarovky a přitlačit ve směru osy. Nehýbejte díly během procesu svařování ani neměňte jejich polohu po první sekundě spojení. Doba potřebná k ohřevu, připojení a chlazení polypropylenových trubek závisí na jejich velikosti.
Tak, aby se pájení polypropylenových trubek prošel spolehlivě a efektivně, je třeba přesně dodržet uvedenou dobu ohřevu. Pokud budete díly zahřívat déle, než je specifikovaná doba, plast se příliš roztaví a díly se zdeformují. Pokud se díly zahřívají kratší dobu, než je požadovaná doba, nedosáhnou stavu potřebného pro tavení, což může v budoucnu vést k netěsnostem.
Doba ohřevu polypropylenových trubek
| Průměr potrubí, mm | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | košík |
| Doba ohřevu, sec | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Doba připojení, sec | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Doba chlazení, min | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Délka svarového švu, mm | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Způsoby upevnění trubek musí mít rozměry odpovídající průměrům montovaných trubek. Pevné a pohyblivé spojovací prvky musí být zvoleny tak, aby nedošlo k poškození vnějšího povrchu trubek.
Optimálním připojovacím a upevňovacím dílem jsou poplastované držáky určené pro syntetické trubky. Pevné uzamykací spojovací prvky slouží k zajištění trubky a jejímu přidržování v určitých bodech, aby se zabránilo nežádoucím pohybům. Při instalaci potrubí byste měli určit, na kterých místech (v každé sekci) budou umístěny pevné upevňovací prvky. Tímto způsobem jsou omezeny pohyby potrubí a je zajištěna stabilita potrubí. Kromě toho by mělo být určeno umístění tvarovek a vzdálenost mezi pevnými upevněními by měla být zvolena tak, aby nezasahovala do prodloužení potrubí a potrubí vydrželo zatížení v případě zvýšení tlaku.
Při připevňování trubek ke stropu by vzdálenost mezi upevňovacími prvky neměla být velká. Vezměte prosím na vědomí, že na strop by se neměly používat pohyblivé upevňovací prvky. Při instalaci výstupních trubek (pokud je trubka připevněna přímo k výstupu) není potřeba používat závěsná dilatační zařízení. Pro kompenzaci tepelných dilatačních sil potrubí musí být držáky a upevnění správně umístěny a pevně připevněny ke stěně.
Pohyblivé upevňovací prvky musí být instalovány tak, aby nebránily axiálnímu pohybu nebo nepoškodily vnější povrch trubky. Při spojování tvarovky s tvarovkami by se mělo potrubí nechat volně pohybovat pokud možno v axiálním směru a ne pod úhlem.
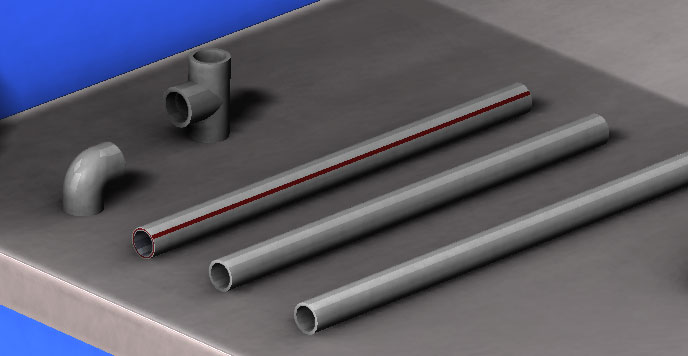
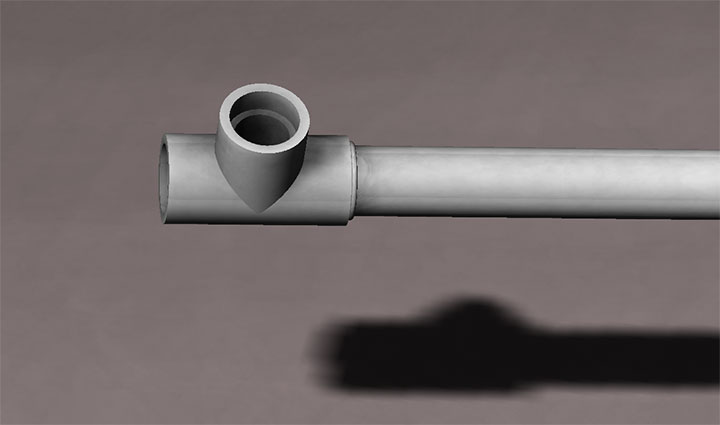
Polypropylenové trubky lze použít pro všechny vodovodní systémy (kromě požární ochrany). Instalace potrubí je poměrně jednoduchá, ale vyžaduje speciální svařovací stroj. Přímé úseky potrubí budou spojeny spojkami, úhelníky a T-kusy většího průměru. Při montáži se potrubní prvky spojují tak, že vnější průměr trubky je přivařen k vnitřnímu průměru spojky (úhelník, T, atd.).
Pro přívod studené vody je ve většině případů vhodná běžná nevyztužená trubka. Pro přívod teplé vody by měla být použita pouze vyztužená polypropylenová trubka. To je způsobeno skutečností, že při zahřívání se polypropylen výrazně roztahuje, použití výztužné vrstvy umožňuje mírně snížit velikost prodloužení trubky při zahřívání.
Minimální přípustná teplota vzduchu v místnosti pro instalaci polypropylenového potrubí je 5 stupňů.
K řezání trubky použijte speciální nůžky na trubky nebo válečkovou řezačku trubek.
Svařovací stroj na polypropylenové trubky
Pro svařování polypropylenového potrubí se používá speciální svařovací stroj (často se mu říká páječka), na něm jsou instalovány trnové a spojovací trysky, velikost trysek je určena průměrem potrubí, které je třeba svařit. Nástavec trnu se používá k ohřevu vnitřního povrchu dílů typu „Spojka“ (úhelníky, T-kusy, adaptéry). Spojovací tryska se používá k ohřevu vnějšího povrchu trubky.
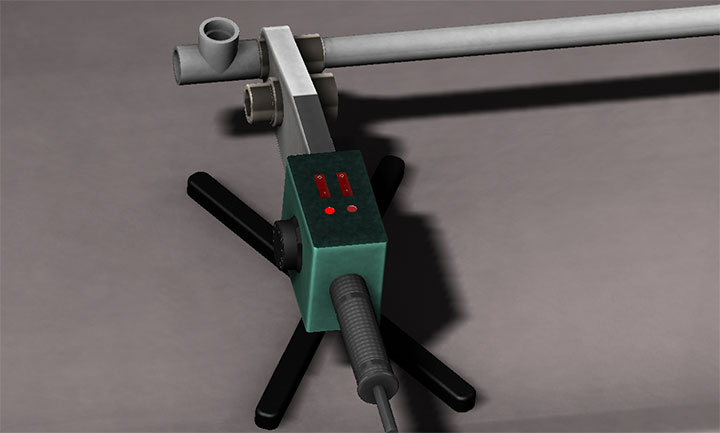
Návrh svářečky polypropylenových trubek
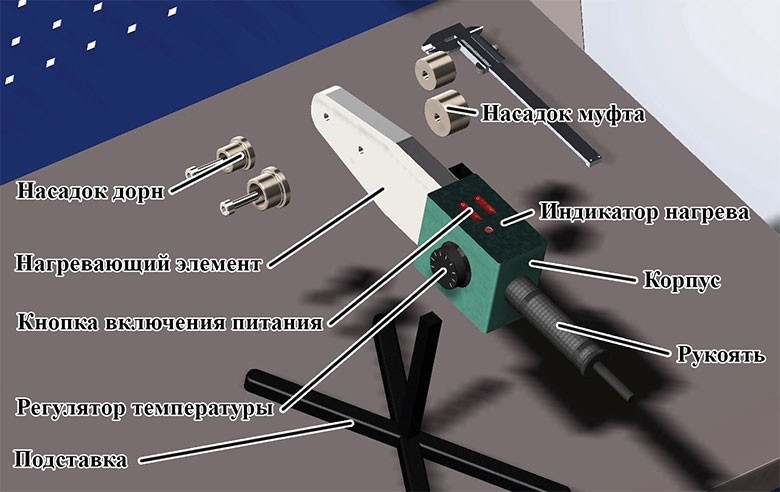
Hlavní prvky stroje pro svařování polypropylenových trubek:
- Bydlení;
- Zásobování;
- rukojeť s napájecím kabelem;
- Topné těleso;
- Tlačítka napájení pro topná tělesa;
- Indikátory ohřevu topného článku;
- Regulátor teploty;
- Uchycení trnu;
- Spojka trysky.
Proces svařování polypropylenových trubek
Svařovací stroj se instaluje na stůl nebo pracovní stůl a je připojeno napájení. Mnoho ohřívačů má dvě topná tělesa se dvěma tlačítky napájení, to je nutné pro nastavení optimálního provozního režimu. Pro rychlé zahřátí je třeba zapnout dvě topná tělesa, následně pro udržení teploty stačí jedno zapnuté topné těleso. Svítící kontrolky vedle tlačítek signalizují, že se topné těleso zahřívá a teplota je nestabilní. Svařování musí být provedeno, když indikátory zhasnou.
Chcete-li svařit polypropylenovou trubku, musíte nastavit teplotu pomocí regulátoru Stupňů 260.
Po zahřátí svářečky je nutné současně nasadit trubku do spojovací trysky a spojovací prvek (T-kus, úhelník atd.) na trn.
Jak dlouho trvá zahřátí polypropylenové trubky?
Doba ohřevu pro trubky různých průměrů je uvedena v tabulce.
| Průměr potrubí, mm | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Doba ohřevu na zařízení, sec | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Doba svařování, sec | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Doba chlazení, sec | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
Po zahřátí je nutné současně vyjmout potrubí a prvek z trysek a připojit je. V tomto případě by měla být zachována hloubka svařování, pro pohodlí můžete nejprve použít značky na potrubí.
Jaká je hloubka svařování polypropylenové trubky?
Míra, o kterou musí být trubka „zapuštěna“ do spojovacího prvku, je uvedena v tabulce.
| Průměr trubky | Instalační hloubka |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Nesouosost potrubí a spojky během instalace by neměla překročit 3 stupně.
Po svaření prvků je nutné nechat spoj vychladnout, prvky se nesmí otáčet ani zatěžovat potrubí.
Pro připojení k závitovým dílům jsou na potrubí instalovány odnímatelné a trvalé spojky.