Jak ohýbat sádrokartonové desky. Montáž sádrokartonu
Jakmile se objevily první zcela kompletní sádrokartonové systémy, bylo okamžitě jasné, že lehká suchá výstavba je budoucnost. Nemá smysl vyjmenovávat všechny výhody sádrokartonu, stačí říci, že pravděpodobně nyní neexistují žádné předměty, které by se používaly tak či onak. Sádrokarton se dobře hodí pro obklady v kamenných domech, ale v dřevěných chatách (masivní nebo rámová technologie) se projevuje v celé své kráse.
Sádrokartonové desky v dřevěném domě
Sádrokartonové systémy se perfektně kombinují s omítanými deskami a konstrukce z nich vyrobeného dřeva váží relativně málo. Instalační práce prakticky neobsahují mokré operace, s výjimkou mírného skoku vlhkosti při tenkovrstvém tmelení. Díky kvalitám moderních panelů (zejména při použití speciálních protipožárních typů) lze zvýšit požární odolnost prvků domu. Vytvořením dutin v rámech je možné získat prostor pro skrytou instalaci jakýchkoli inženýrských sítí, provést zvukovou izolaci atd.

Použití sádrokartonu v dřevěném domě
Kromě toho jsou šetrnost k životnímu prostředí a „dýchací“ vlastnosti takových konstrukcí nepochybné, to také není v dřevěné budově nadbytečné.
Designéři a zákazníci mají rádi především to, že sádrokarton umožňuje vytvářet v interiéru ty nejneuvěřitelnější tvary, od zakřivených příček a všech druhů oblouků na otvorech až po oblé sloupy, klenuté klenby a víceúrovňové stropní konfigurace. V každém z těchto případů řemeslníci využívají schopnosti sádrokartonové desky se po určité přípravě ohnout a následně zachovat daný tvar. Na první pohled se zdá, že ohýbání sádrokartonu je neuvěřitelně obtížné, ale ve skutečnosti tomu tak není, hlavní věcí je studovat technologii a sledovat všechny nuance.
Jakou značku prostěradla vybrat

Stávající typy sádrokartonových desek

Tloušťky sádrokartonových desek (60, 93, 125, 150 mm)
Z výroby jsou všechny sádrokartonové panely pro obecné konstrukce ploché s typickou tloušťkou 6,5; 9 nebo 12,5 mm. Podle zamýšleného účelu to mohou být běžné panely, odolné proti vlhkosti, ohnivzdorné, akustické, obloukové. Každá z těchto možností má určitou flexibilitu, ale často nestačí pokrýt požadované poloměry: s relativně malými praskne, sádrové jádro sádrokartonu praskne a papír na přední i zadní straně se trhá.
Mezitím počáteční ukazatele flexibility závisí na tloušťce plechu. Sádrokarton o tloušťce 6 nebo 6,5 mm lze za sucha ohýbat s poloměrem 1000 mm, a například stěnu nebo strop – s poloměrem až 2750 mm (údaje firmy Knauf).
Důležité! Nutno podotknout, že sádrokartonové desky o tloušťce 9 mm nejsou mnohými řemeslníky nakloněny ani na plochých stropech – především kvůli jejich poněkud snížené samonosnosti. Je zřejmé, že k ohýbání se používají ještě méně často.
Zdá se, že tenká sádrokartonová deska vyztužená skelnými vlákny je všelék, ale zkušení stavitelé a zákazníci to z nějakého důvodu odmítají. Důvod spočívá v několika nuancích:
- Cena GKL “šest” je poměrně vysoká.
- Musíte jej připevnit ve dvou vrstvách.
- Vyztužená sádrokartonová deska se hůře řeže a je obtížné do ní zapustit šrouby.
- Poloměr ohybu za sucha je stále omezen na jeden metr.
Proto většina dodavatelů upřednostňuje práci s 12,5 mm stěnovými deskami (včetně těch odolných proti vlhkosti), stačí je předem navlhčit nebo vyříznout.
Důležité! Vyztužené sádrokartonové desky 6,5 mm jsou nepostradatelné při vytváření zakřivených příček, jejichž provedení nemá příčné rámy a celé zatížení ložiska přebírají svislé sloupky. Zde zasouvají CW racky příčný (desky se kladou rovnoběžně s podlahou!) ve směru dvou vrstev „obloukového“ sádrokartonu a přiložte jej do roviny se stěnovou plochou sádrokartonovou deskou 12,5 mm.
Suchá metoda ohýbání sádrokartonu
Jak jsme již určili, sádrokartonová deska nebo řekněme sádrokartonová deska má relativní flexibilitu, díky níž je možné opakovat daný obrys a provádět normální fixaci desky samořeznými šrouby k rámu. V tomto případě se nepoužívá šablona (ohýbání se provádí na místě na připraveném rámu), propichování, vlhčení nebo řezání.
Takto můžete získat ohyby:
- S vnitřním obloukem,
- S vnějším obloukem, kdy je přední strana sádrokartonu na vnější straně rádiusu.
Praxe ukazuje, že je snazší získat vysoce kvalitní ohýbání za sucha pomocí konkávních tvarů. Například firma Giprok umožňuje upevnit svůj 6mm materiál Glasroc F Reflex za sucha s poloměrem 1 metr pro vnější oblouk a s poloměrem 600 mm pro vnitřní konkávní oblouk, protože u této možnosti je přední vrstva lepenka (a výztužná sklovláknitá síťovina) se při ohýbání neohýbá a nestahuje.
Důležité! Pokud vaše zařízení vyžaduje velký počet, například stejný typ obloukových sádrokartonových prvků s malým poloměrem, lze je objednat ve výrobě. Mohou to být 2, 3 nebo 4vrstvé prvky z plechů o tloušťce 6,5 mm.

Předskládání a lepení sendviče

Schéma suchého ohýbání sádrokartonových desek
Mokrá metoda ohýbání sádrokartonu
Jak víte, sádrokartonové desky mají tendenci absorbovat vlhkost. Tato nevýhoda se však úspěšně používá pro složité dokončovací práce. Voda poměrně snadno proniká vnější vrstvou desek a změkčuje jádro.
Správným navlhčením panelu a řízením procesu sušení může mít plochý list téměř jakýkoli tvar. Je jasné, že byste se tímto způsobem neměli pokoušet pracovat se sádrokartonem odolným proti vlhkosti.
Metodou mokrého ohýbání můžeme opláštit mnohem strmější poloměry než suchou metodou. Výrobci nabízejí klientům a řemeslníkům vhodné stoly, které tento rozdíl jasně ukazují.
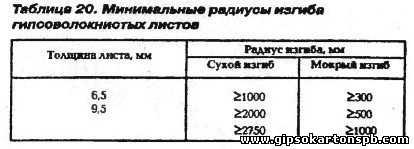
Přípustné poloměry ohybu sádrokartonu podél plechu
| Tloušťka plechů | Suchá metoda | Metoda mokré |
|---|---|---|
| 6,5 mm | až 1000 XNUMX mm | až 300 XNUMX mm |
| 9 mm | až 2000 XNUMX mm | až 500 XNUMX mm |
| 12,5 mm | až 2750 XNUMX mm | až 1000 XNUMX mm |
Důležité! Sádrokarton by měl být vždy ohýbán pouze v podélném směru, a to suchým i mokrým způsobem. Přijatelné hodnoty v tabulce jsou uvedeny za předpokladu dodržení tohoto doporučení.
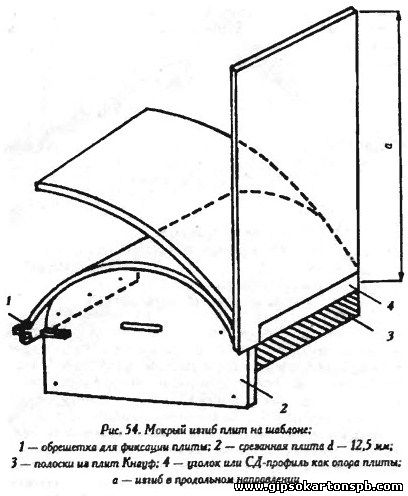
Podstatou mokré metody je provádění následujících operací:
- 1. Dvojice šablon s daným poloměrem se vytvoří ze sádrokartonu, překližky nebo jiných deskových materiálů.
- 2. Šablony se instalují paralelně k sobě na podlahu a spojují se příčnými lištami z podobných materiálů.
- 3. Na příčníky se instalují vodorovné lišty z rohových nebo rámových profilů (CD nebo UD) pro podepření a upevnění plechu v požadované poloze.
- 4. List se ořízne na požadovanou velikost (nezapomeňte, že jej ohneme podél dlouhé strany).
- 5. Na rovnou mřížkovou základnu se položí deska sádrokartonu lícem nahoru (vhodné je použít podklady z profilů).
- 6. Pomocí jehlového válečku se lícová lepenková vrstva podélným a příčným pohybem sroluje/perforuje.
- 7. Pomocí načechraného malířského válečku nebo metodou stříkání se deska navlhčí.
- 8. Po několika minutách se zvlhčovací procedura opakuje. Možná to budete muset udělat několikrát, dokud se vlhkost nepřestane absorbovat do materiálu a neodteče.
- 9. Plech se přenese na šablonu, kde se velmi hladce ohne a zafixuje mechanicky (lisováním proužkem) nebo lepicími páskami.
- 10. Po vysušení se prvek uvolní a namontuje. To trvá 6 až 24 hodin.

Nanášení vpichů válečkem

Navlhčení povrchu válečkem

Pokládání na formovací matrici
Výhody použití sádrokartonu při opravách a stavbách můžete zhodnotit tak, že nás kontaktujete, protože jsme připraveni převzít jak „velké“ projekty, tak i malé zakázky, například montáž vnitřní příčky ze sádrokartonu v místnosti. K velkým i jednorázovým zakázkám přistupujeme se stejnou odpovědností a potěšením a nabízíme spolupráci za výhodných podmínek všem našim klientům!
Jak ohýbat sádrokartonové desky.
Sádrokartonové oblouky, výklenky, kulové přechody a mnoho dalších prvků moderních designových možností jsou nedílnou součástí dokončovacího umění. Výroba desek s válcovým povrchem nebo jeho jednotlivých částí je samozřejmě považována za složitou práci.
Velké množství opakujících se ohýbaných sádrokartonových prvků je vhodné objednat z továrny, kde vysoké technologické vybavení umožňuje tuto operaci provádět s vysokou mírou spolehlivosti a přesnosti. Ale jsou chvíle, kdy v podmínkách staveniště musíte ohýbat sádrokartonové desky, aniž byste měli k dispozici high-tech zařízení. V této situaci se lze spolehnout pouze na zručnost interpretů a přesnost jejich práce. Suché ohýbání sádrokartonu.
Ohýbání sádrokartonových desek je založeno na relativní pružnosti desky a lze jej použít pouze s velkými (od 1 do 2,75 m) poloměry ohybu v závislosti na tloušťce desek. K tomu se deska postupně ohýbá a připevňuje ji k základní konstrukci nebo ke kovovému rámu pomocí šroubů. Ohýbání sádrokartonu za mokra umožňuje výrazně zmenšit (z 0,3 na 1 m) rádius bez zničení sádrovláknité desky. Pro získání mokrého ohybu se nařezaný plech položí pracovní stranou na rošt, aby mohla odtékat přebytečná voda. List je perforován podélně a příčně jehlovým válečkem a poté několikrát navlhčen rozprašovačem nebo malířským válečkem. Po dostatečném navlhčení se list položí na šablonu, ohne a do sucha zafixuje lepicí páskou (obr. 54).
Jako šablonu můžete použít trubky velkého průměru nebo speciálně vyrobené dřevěné kruhy, podobné těm, které se používají k rozložení cihlových obloukových kleneb. Je však třeba vzít v úvahu, že sádrokartonové desky je možné ohýbat s využitím jejich relativní pružnosti pouze podél listu. Minimální poloměry ohybu sádrovláknitých desek v závislosti na jejich tloušťce jsou uvedeny v tabulce 20.
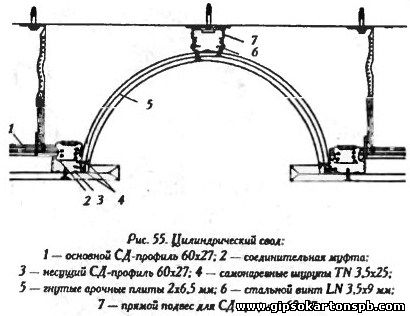
Příklad tvorby valené klenby koikawa z za mokra ohýbaných obloukových desek je na Obr. 55
Ohýbání sádrokartonu pomocí řezů umožňuje dosáhnout téměř jakéhokoli poloměru ohybu, bez ohledu na tloušťku sádrovláknitých desek. Tato technika umožňuje vytvoření požadovaných ohybů během procesu výstavby s vysokou mírou přesnosti. Podstatou této metody je, že povrch, který je vystaven ohýbání, je vyplněn sítí paralelních řezů, které pronikají celou tloušťkou plechu, aniž by došlo k poškození kartonové vrstvy. Právě v tom spočívá složitost této technologické metody, protože protržení lepenky povede k nevyhnutelnému rozbití sádrovláknité desky a k porušení celistvosti struktury. Deska s řezy je upevněna na šabloně (obr. 56) a upevněna v zakřivené poloze pomocí úhelníku s kovovou vložkou.
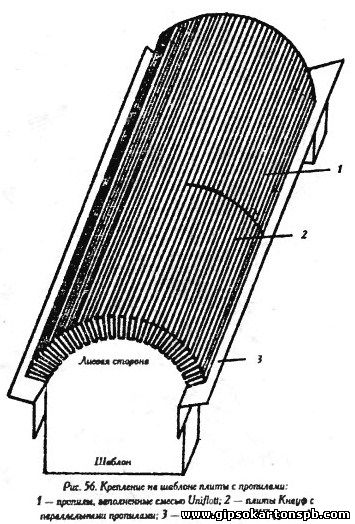
Poté se řezy vyplní směsí Uniflott, nanese se tmel a celý povrch se ošetří. Tovární výroba oblouků, půlkruhových prvků pro skryté osvětlení, 8 tvarových spojů různých úrovní zavěšených stropů díky použití 2 nebo více vrstev konstrukce umožňuje získat komplexní tvar bez dalších křivočarých kovových vodítek. To je důležité zejména při vytváření kulatých sloupů. Továrně vyrobené ohýbané prvky je vhodné použít zejména v případech, kdy jsou z nějakého důvodu (konstrukčního, estetického nebo požárního) požadovány prvky ve dvou vrstvách sádrokartonu nebo s dosti malým poloměrem. Navíc tovární oblouky mohou mít přední stranu jak na vnitřní (konkávní), tak na vnější (kovex) straně (obr. 57).