Montáž a svařování rovných profilů

Přímé úseky jsou hlavním prvkem mezidílenských potrubí, které se vyznačují malým počtem tvarových dílů a přírubových spojů. Obvykle se všechna mezidílenská potrubí montují svařováním. Přírubové spoje se používají pouze pro spoje s armaturami a kompenzátory (kromě tvarů U), dále na potrubí přepravující husté a snadno tvrdnoucí nebo koksovatelné produkty. Délka přímých úseků mezidílenského potrubí je dána vzdáleností mezi kompenzátory; při položení nad zemí se pohybuje od 50 do 100 m Při pokládání „studeného“ potrubí pod zem nejsou nutné kompenzátory a délka přímých úseků může dosáhnout několika set metrů.
Pro výrazné zrychlení doby montáže mezidílenských potrubí, zlepšení jejich kvality a snížení jejich nákladů, bez ohledu na použitý způsob instalace (podzemní, nadzemní nebo ve vaničkách), jsou předmontovány a svařeny do rovných úseků o délce 24 až 40 m. м na speciálních instalacích. Trubky se obvykle spojují do sekcí pomocí automatického a poloautomatického svařování. Délka úseku se určuje v závislosti na průměru potrubí, dostupnosti zvedacích a přepravních mechanismů, přepravních podmínkách a místních podmínkách práce.
Montáž trubek pro svařování je odpovědná operace. Proces montáže spočívá ve vystředění trubek a dílů, které mají být vzájemně spojeny, s danou mezerou a jejich zajištění pomocí stehového svaru. Při montáži spojů je třeba zaznamenat správnou vzájemnou polohu spojovaných prvků bez porušení nebo posunutí jejich os.
Vyrovnání a přímost trubek se kontroluje pomocí 400 dlouhého kovového pravítka. mm, který se nanáší na tři nebo čtyři místa po obvodu spáry. Přípustná odchylka měřená ve vzdálenosti 200 mm od kloubu, by neměla přesáhnout 0,5 mm.
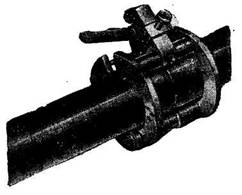
Rýže. 108. Centralizátor obalující paprsky
Montáž trubek a dílů pro svařování se provádí pomocí různých zařízení – centralizátorů. Podle umístění vzhledem k povrchu trubek lze centralizátory rozdělit do dvou skupin: obalové (vnější) a distanční (vnitřní). Obalovací centralizátory jsou univerzálnější a používají se při montáži trubek a dílů pro rotační i nerotační svařování. Síly potřebné pro centrování jsou vytvářeny pomocí různých mechanických silových zařízení nebo vyvinuty v hydraulických nebo pneumatických válcích, kterými jsou centralizéry vybaveny. Mechanická silová zařízení mohou být vyrobena ve formě šroubových spojek a zarážek, excentrických vaček a také pákových systémů; zajišťovací zařízení – ve formě převlečné matice a zámky.
Externí centralizátory se dělí podle konstrukce do dvou skupin: nosníkové (s jedním závěsem) a bezmomentové (řetězové, kabelové). Obalový centralizér trámového typu (obr. 108) se skládá ze dvou párů sklopných polokroužků, výměnných válečků a excentrického pákového zámku. Při montáži se centralizátor otevře a nainstaluje na oba konce spojovaných trubek, posune se tak, aby mezi jejich konci zůstala požadovaná mezera. V závislosti na velikosti půlkroužků a průměru výměnných válečků se tyto centralizátory používají pro trubky o průměru do 219 mm. Nízká hmotnost a malé rozměry zařízení umožňují použití na těžko dostupných místech. Pro trubky větších průměrů se používají nosníkové centralizátory, u kterých se spojované prvky upínají pomocí hydraulického válce. Centralizér se skládá ze dvou tuhých polokroužků spojených pantem. Příčníky jsou základními prvky. Centralizéry této konstrukce kromě zarovnání os trubek, správné oválnosti, takže jejich konstrukce musí být dostatečně tuhá a masivní.
Obalovací centralizátory bezmomentového řetězového typu jsou široce používány při montáži trubek se jmenovitým vrtáním 4e a vyšším. mm a výše. Provedení centralizátoru pro montáž potrubí se jmenovitým vrtáním od 450 do 800 mm (obr. 109) je osmidílná svorka utahovaná šroubem. Mezi sekcemi jsou volně rotující válečky; Jsou to základní prvky. Každá část svorky se skládá ze dvou článků, každý s pěti otvory. Přesouváním článků z otvoru do otvoru se získá požadovaná délka úseku s přihlédnutím k průměru spojovaných trubek. Přenastavení centralizéru z jednoho průměru na druhý trvá 10-15 min Absence ohybových momentů v těle bezmomentového centralizátoru, které mají tendenci přivádět trubky do tvaru geometricky správného válce, umožňuje, aby bylo tělo ve srovnání s trámovým centralizérem méně masivní, proto je hmotnost bezmomentových centralizátorů menší než hmotnost jednokloubových centralizátorů se stejným jmenovitým průměrem.
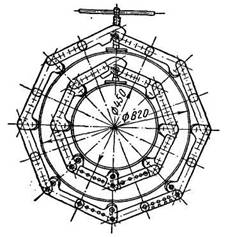
Rýže. 109. Univerzální designový obvodový centralizátor bez momentu (ve dvou polohách)
Ve všech výše uvedených konstrukcích centralizátoru je velikost mezery mezi konci spojovaných trubek nastavena předem před upnutím trubek v centralizátoru.
Na Obr. 110 znázorňuje zařízení pro centrování trubek se jmenovitým vrtáním do 100 mm. Toto zařízení umožňuje upravit mezeru ve spoji po upevnění trubek, které se mají spojovat 2 jsou položeny na hranolech 1 a zajištěny vyměnitelnými sponkami 3, jehož velikost se volí v závislosti na průměru trubek. Trubky jsou zajištěny šroubem. 4. Velikost mezery ve spoji se nastavuje pomocí šroubu. 5, který pohybuje pohyblivou částí zařízení spolu s trubkou k ní připevněnou. K zabránění otáčení trubek ak jejich fixaci v určité poloze se používá zajišťovací šroub. Zařízení lze instalovat v libovolné poloze vzhledem ke spojovanému potrubí. Pro větší univerzálnost lze sponky nahradit řetězovým drapákem.
Při montáži spojů trubek s různými průměry (lišícími se v mezích tolerance) má velký význam rovnoměrné posunutí vnitřních okrajů trubek po celém obvodu spoje. Této podmínky je obtížné dosáhnout pomocí zavinovacích centralizérů. Pro tyto účely se používají vnitřní centralizátory (obr. 111). Vkládají se přímo do spojovaných trubek a pohybují se na distančních válečcích od spoje ke spoji. Středění trubek se provádí pomocí vaček nebo lisovnic vyčnívajících z tělesa centralizátoru v radiálním směru a současně rozšiřujících sestavované trubky. Místo vaček nebo průvlaků se někdy používají tuhé oblouky se zakřivením odpovídajícím vnitřnímu zakřivení trubek.
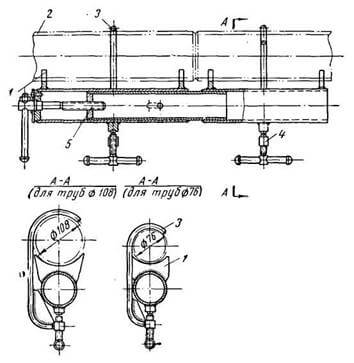
Rýže. 110. Středicí zařízení trubek: 1 – hranol, 2 – spojovací potrubí, 3 – držák, 4 – upínací šroub, 5 – šroub pro nastavení mezery
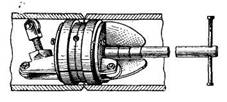
Rýže. 111. Vnitřní centralizátor
Pokud je silový mechanismus (šnekový nebo hydraulický) dostatečně výkonný, lze centralizér použít ke korekci promáčklin na koncích trubek. Výkonnějším mechanismem, pomocí centralizéru, je možné plasticky prodloužit obvod konce trubky na určitou předem stanovenou hodnotu. Při použití vnitřních centralizérů lze tedy obvodovou délku konců sestavených trubek v určitých mezích uvést na stejnou hodnotu. Nevýhody použití takových centralizátorů zahrnují jejich objemnost a složitost designu. Centralizéry tohoto typu se používají pro potrubí se jmenovitým vrtáním 200 mm a výše. Přímé úseky potrubí se montují a svařují zpravidla ve stacionárních instalacích (průtokových potrubích) umístěných v blízkosti skladů potrubí nebo v blízkosti obchodů a dílen pro nákup potrubí. V některých případech se sekce vyrábí přímo v dílnách.
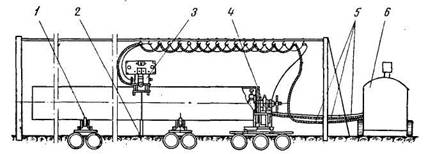
Rýže. 112. Instalace v terénu PAU-500:
1 — válečkové podpěry, 2 – stativ, 3 – svářecí hlava PT-56, 4 – koncový rotátor,
5 — svařovací napájecí kabel a ovládací vodiče, 6 – napájení
Na Obr. 112 ukazuje instalaci PAU-500 pro svařování potrubních úseků s jmenovitým otvorem od 300 do 500 mm a do délky 36 m Součástí instalace je koncový rotátor 4, mající samostředící sklíčidlo s rozšiřujícími se čelistmi. Rotátor je vybaven kladkami pro svůj podélný pohyb při zajišťování a uvolňování svařovaného úseku trubky. Podpěry válečků 1 jsou navrženy tak, aby podpíraly rotující část trubek během svařování.
Napájení 6 Instalace je vybavena jednosloupovou mobilní svařovací jednotkou ASD-3 nebo ASDP-500. Automatické svařování se provádí pomocí hlavy PT-56 pod vrstvou tavidla. Rychlost svařování 25-60 m/h. Trubky jsou předem smontovány na stojanech pomocí centralizátoru a zajištěny do sekcí a přiváděny do instalace.
Průměrná produktivita závodu za směnu je 25-30 spojů na trubkách o průměru 720 mm (50–60 м dvouvrstvý šev). Instalaci obsluhují tři lidé. Po svaření a kontrole jsou hotové úseky dodávány po trase potrubí.
Na Obr. 113 znázorňuje schéma stacionárního zařízení pro průtokovou montáž a svařování potrubních úseků se jmenovitým vrtáním od 150 do 500 mm délka do 40 m regály 1 pro uložení trubek má sklon 1:20, což zajišťuje jejich samovolné rolování po vedeních. Na konci stojanu je vypínací zařízení 2, pomocí kterého jsou trubky jedna po druhé přiváděny na přijímací válečkový stůl 3. Podélný posuv trubek po válečkovém dopravníku se provádí tlačníkem namontovaným na kabelu. Řezačka a tlačník jsou poháněny elektromotorem, převodovkou a variátorem, které zajišťují dvě podélné rychlosti posuvu pro trubky – 200 a 20 mm/sec. Použití nejnižší rychlosti posuvu je nezbytné pro přesné umístění kloubu v rotátoru. Z válečkového dopravníku jsou trubky přiváděny k podpěrám válečkových řetězů. 5, které nemají společný rám. Každá podpěra je instalována na betonové desce; Podpěru lze výškově nastavit pomocí šroubů.
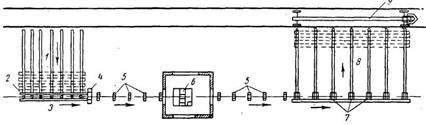
Rýže. 113. Schéma průtokové mechanizované linky pro montáž a svařování přímých úseků potrubí DУ = 150 + 500:
1 – stojan na potrubí, 2 – přerušení, 3 – přijímací válečkový stůl. 4 – pohon řezačky a válečkové dráhy,
5 – podpěry válečkových řetězů, 6 – samostředící rotátor pro svařování trubek,
7 – vyklápěcí válce, 8 – stojan na sekci, 9 – nosič biče.
Konstrukce podpěr zajišťuje rotační a lineární translační pohyb trubek. Pro rotační pohyb trubky se používá řetězový závěs a pro translační pohyb dva válečky namontované na tyči pneumatické membránové komory. Při rotačním pohybu jsou válečky zapuštěny a trubka je umístěna na řetězovém závěsu.
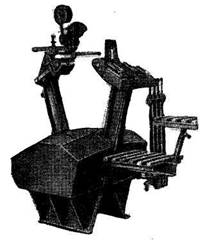
Rýže. 114. Rotátor pro svařování trubek vybavený hlavou TSG-7
Samostředící rotátor pro svařování trubek 6 je hlavní instalační mechanismus používaný ke svařování potrubních spojů bez předběžné montáže a lepení. Toho je dosaženo použitím samostředících závěsů pohonu a přítlačných válečků, které drží konce svařovaných trubek při otáčení na jedné geometrické ose. Automatické svařování první kořenové vrstvy se provádí na rotátoru pomocí hlavy TSG-6 nebo TSG-7 v prostředí oxidu uhličitého. Druhá vrstva je svařena pomocí stejného automatického nebo poloautomatického stroje, instalovaného na rotátorové tyči pod vrstvou tavidla. Rotátor má plynulou regulaci rychlosti otáčení potrubí. Rotátor je instalován v uzavřené, izolované místnosti. Celkový vzhled samostředícího rotátoru pro svařování trubek se svařovací hlavou TSG-7 je na Obr. 114.
Po svaření je sekce přiváděna na podpěry válečkových řetězů a přijímací válečkový stůl, který má pět vynášecích válečků 7 (viz obr. 113), uložených otočně a spojených s pneumatickými membránovými komorami. Když je přiváděn stlačený vzduch, válečky se otáčejí a hotovou sekci shazují na stojan. 8, ze kterého se hotové řezy nakládají na nosič biče 9. Ovládací panel celé instalace je umístěn na pracovišti svářeče, což umožňuje její obsluhu jedním pracovníkem. Kapacita výrobní linky pro svařování trubek AiXS = 219×7 mm v sekci je 5-6 kloubů za hodinu.
1. Jaké jsou hlavní typy centralizátorů používaných při montáži potrubních úseků? Jaký je mezi nimi rozdíl?
2. Jak se trubky montují a svařují do sekcí na výrobních linkách?
Všechny materiály v sekci „Výroba potrubí“: